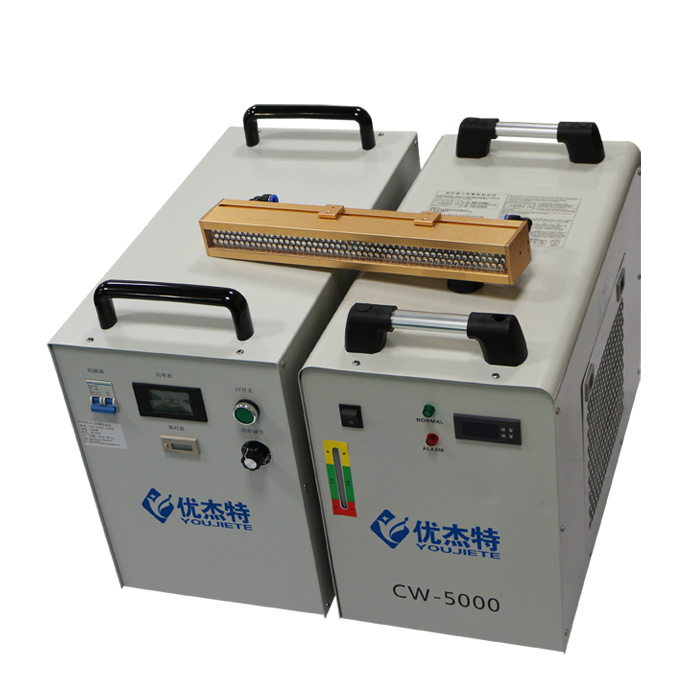
UV固化機隧道爐發泡印刷有化學發泡和機械壓花發泡。化學發泡是印刷后印品送到發泡機內加熱,油墨層中的發泡劑受熱分解成為氣體完成發泡過程。加熱溫度即發泡劑的分解溫度決定油墨層發氣量的多少和發泡程度。機械壓花工藝是待印刷加熱后還要用溝底壓花滾筒進行加熱軋壓從而形成凸起的圖文。圖文的浮凸高度取決于溝底壓花滾筒的深度,印品具有一定的光澤和良好的耐磨、耐水性能。
UV固化機隧道爐發泡油墨經加熱發泡,體積會膨脹50~120倍,使墨色的顏色變淡,墨層表面會變粗而不透明,不能像普通油墨那樣多色疊套呈色,應采用專用色。發泡后體積增大,大面積實地易起皺縮、發泡不勻,會影響藝術效果。設計時可用80%粗網點來取代大面積實地。發泡印刷不適用于0.2mm以下的細線條和過于細密的圖文。發泡圖文底部不要鋪色,讓發泡油墨與承印物直接接觸,以增加它們之間的附著力。
發泡印刷宜采用絲網印刷。為防止發泡油墨堵網,一般采用70~100目低目數的絲網;同時,在油墨中可適當加些甘油或乙二醇類的防堵網劑。
無論絲網印刷采用手動或自動,最好是印刷、加熱發泡流水作業進行。為了提高油墨對承印物的附著性,不宜在較短的瞬間加熱發泡,一般要先預熱干燥(70-80℃以內),然后用120℃加熱1min進行發泡,也可待充分自然干燥后再加熱發泡。
絲網印刷的色序安排,應將發泡印刷放在最后一色進行為宜。
UV固化機隧道爐發泡印刷工藝質量影響因素
UV固化機隧道爐發泡印刷工藝質量主要取決于油墨中發泡劑的含量及均勻性、增塑劑的含量、加熱溫度的高低及加熱時間的長短等因素。發泡印刷常見故障及處理方法見表








 QQ客服
QQ客服 電話咨詢
電話咨詢