適應快速流水線
UV固化爐壓印模版的制作由于光致抗蝕材料質地較軟,不宜直接用于壓印,因此將它制成一塊耐壓的金屬模版把光致抗蝕涂層上的浮雕圖紋轉移到金屬版上,再在模壓機上進行壓印。壓印模版的制作過程如下。
(1)涂布導電層由于光致抗蝕材料本身不具備導電性,所以在電鑄之前要在其上涂布導電層,使其在電鑄時成為一極。涂布導電層的方法有化學沉積法、噴涂法和蒸鍍法三種工藝,鍍層材料一般采用銀或鎳。目前主要采用蒸鍍法。
(2)電鑄鎳版及剝離電鑄鎳版采用化學原理在電鑄槽內進行,其工作原理如圖5-27所示。電解槽中加入氨基硫酸鎳電解液,陽極掛鎳板,陰極掛清晰干凈的全息浮雕版,當外加電源在兩極板之間施以一定電位時,陽極鎳板上的鎳被電離而在陰極光刻原版上還原成鎳,以形成足夠強度凹凸形狀的鎳層其厚度一般為50~100μm。為保證電鑄鎳層質量的穩定性,應合理控制電解液的性質及工藝條件。最后,將電鑄層剝離下來即制成模壓版。
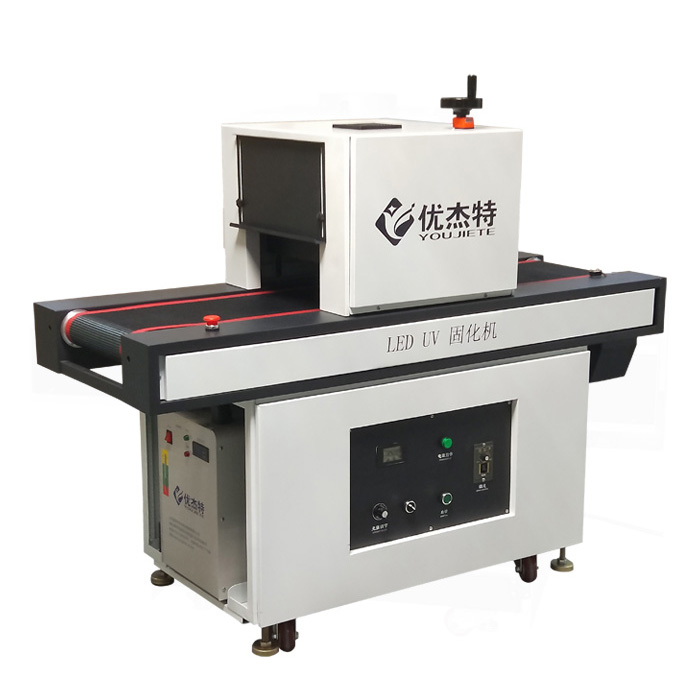
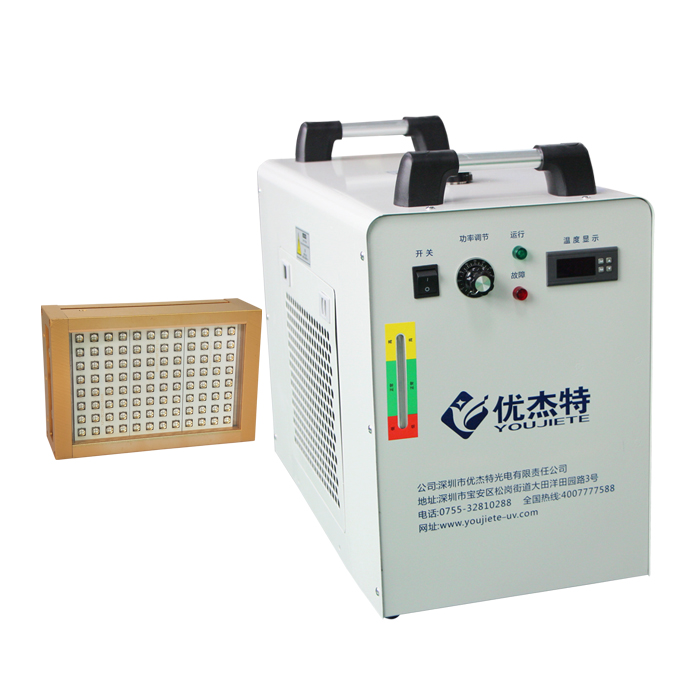
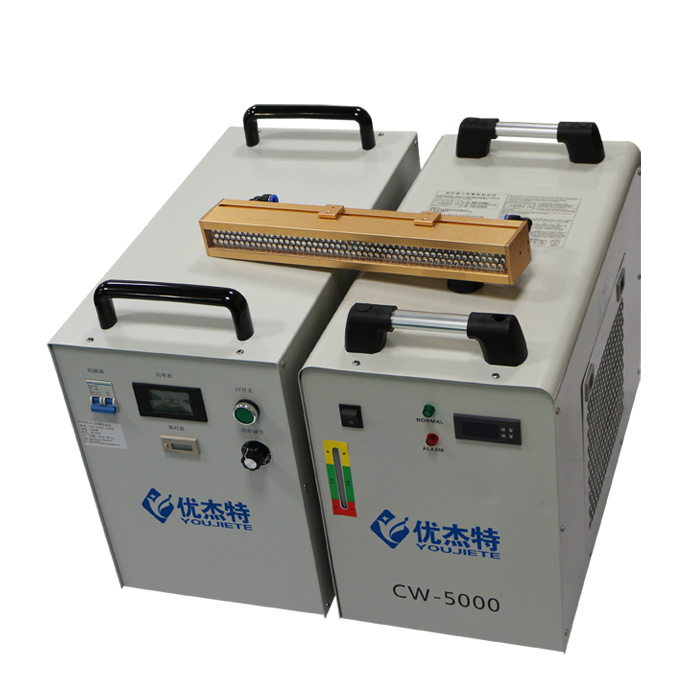
適應快速流水線UV固化爐壓印模版
適應快速流水線UV固化爐壓印模版是在一定溫度和壓力作用下,將金屬模壓版上的干涉條紋轉移到透明薄膜或真空鍍鋁膜上。壓印材料一般采用熱塑性樹脂,如PVC、PET、PS、PP薄膜等,目前大多采用PET薄膜。壓印是在壓印機上進行的,壓印機有平壓平型壓印機和圓壓圓型壓印機,如圖1、圖2所示。平壓平型壓印機模壓版呈平面形,承印物作步進運動,印刷速度不高,但圖像無大的變形,壓印質量較好。圓壓圓型壓印機模壓版卷繞在模壓版滾筒上,可實現連續高速印刷,適用于大批量印刷,但其圖像變形較大,設備費用較高。壓印按熱壓一冷卻剝離等工藝過程進行,通過壓印將模壓版上的干涉條紋轉移到薄膜上,完成全息圖像的制作。









 QQ客服
QQ客服 電話咨詢
電話咨詢